供货
规格:齐全
所属类型:不锈钢
| 是否标准件 | 非标准件 | 产地/厂家 | 其它-汉彻金属 |
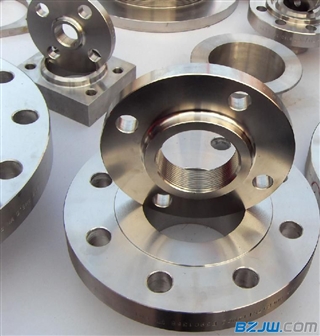
双相钢8字盲板厂家、2205平焊法兰、S31803法兰、F51管板
要获得致密、高性能的平焊法兰锻件、必须正确选择锻造温度、速度、变形力等参数。平焊法兰锻造变形初期,由于多孔的预成形坯易变形、变形力较小,密度增加较快。锻造成形后期,由于大部分孔隙闭合,变形抗力增大,要消除残留孔隙所需变形力迅速增高。变形抗力与变形温度密切相关,较高的变形温度有利于致密,并降低变形抗力。较高的变形速度同样也有利于平焊法兰致密。为此,必须综合考虑诸因素对锻件质量影响,选择工艺参数。对于低合金钢,一般在1125度下锻造。但是在850-900度区间也有一个低的流动应力。
平焊法兰低温锻造可避免高温锻造时的晶粒粗化,省去锻后正火处理。有利于节约能源、提高模具寿命,同时也可以改善平焊法兰性能,预成形毛坯锻打前加热,需要在压力保护气氛下进行。为了防止氧化和脱碳,一般在惰性气体或氢气保护下的电炉内进行。在平焊法兰锻打生产线上一般采用保护气氛下的高频感应加热。加热时间,可根据材料合金化程度、氧含量及预成形坯的尺寸大小确定。加热时间应该以热透为准,即平焊法兰毛坯原料内外温度均匀。当达到锻造温度和加热时间后,就应立即进行锻造。加热好的预成形毛坯在锻造前,总是要在空气中放一段时间,由于预成形毛坯内孔间隙的存在,要发脱碳生或氧化,为此,应严格控制暴露时间。根据暴露时间对锻后平焊法兰性能影响规律,确定预成形坯锻造前在空气中的转移时间。一般对于合金平焊法兰,特别或高合金钢平焊法兰预成形坯,高温暴露时间不应大于5分钟。为了减小氧化和脱碳倾向,也可以在预成形坯上喷涂胶体石墨润滑剂或玻璃润滑剂。平焊法兰锻造一般都是闭式模锻,有时也有飞边模锻,因此对模具精度要求高。预成形坯的尺寸精度和重量必须控制严格,才能保证平焊法兰锻件的精度。模具设计应该保证磨损的模块易更换。一般情况下锻模寿命应至少达到5000-15000件。

免责声明:以上信息由企业自行提供,内容真实性、准确性和合法性由发布企业负责,标准件网不承担任何保证责任。
风险防范建议:为保障您的利益,建议优先选择标准件网认证会员。