
供货
规格:Φ14--Φ40
所属类型:工程建筑机械






挤压是迫使金屑块料产生塑性流动,通过凸模与凹模间的间隙或凹模出口,制造空心或断面比毛坯断面要小的零件的一种工艺方法。如果毛坯不经加热就进行挤压,便称为冷挤压。冷挤压是无切屑、少切屑零件加工工艺之一,所以是金屑塑性加工中一种先进的工艺方法。
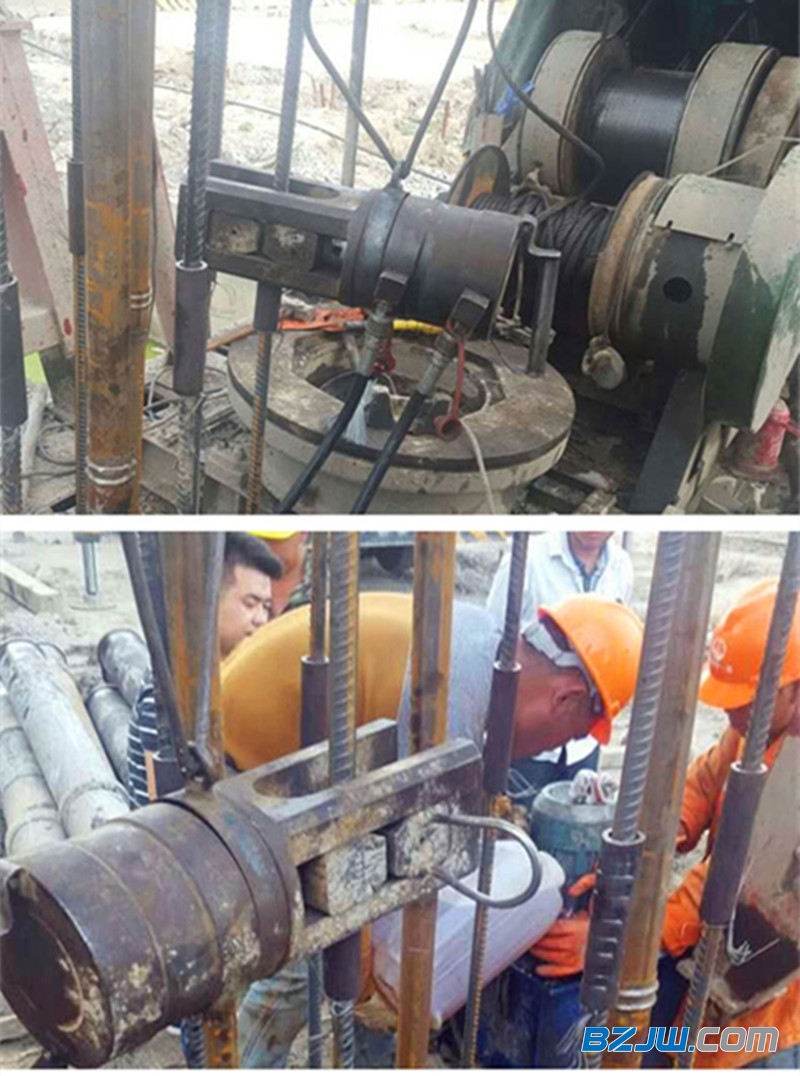
.套筒冷挤压连接工艺简介:
套筒挤压连接方法是将需要的连接的钢筋(应为带肋钢筋)端部插入特制的钢套筒内,利用挤压机压缩钢套筒,使它产生塑性变形,靠变形后的钢套筒与带肋钢筋的机械咬合紧固力来实现钢筋的连接。这种连接方法一般用于直径为16~40mm的Ⅱ级,Ⅲ级钢筋(包括余热处理钢筋)。
正挤压时,金属的流动方向与凸模的运动方向一致。正挤压可以制造各种形状的实心件和空心件。
反挤压
反挤压时,金属的流动方向与凸模的运动方向相反。反挤压可以获得各种形状的杯形件。
复合挤压
挤压时,毛坯一部分金属流动方向与凸模运动方向相同,而另一个部分金属流动方向与凸模运动方向相反。复合挤压可制得各种杯、杆、筒零件





免责声明:以上信息由企业自行提供,内容真实性、准确性和合法性由发布企业负责,标准件网不承担任何保证责任。
风险防范建议:为保障您的利益,建议优先选择标准件网认证会员。



