供货
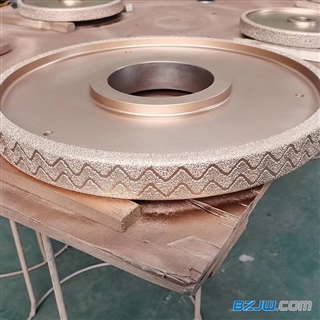
规格:4003075
所属类型:砂轮
由于多层烧结和单层电镀磨料工具存在上述缺陷和弊端,使其在高效磨削和高速/超高速磨削中的应用受到较大限制。目前生产中使用的超硬磨料工具一般是利用多层烧结或单层电镀工艺来制作,磨粒只是被机械地包埋、镶嵌在结合层中,把持力不大,在负荷较重的加工中容易因把持力不足而导致磨料过早脱落,造成浪费。另一方面,在烧结和电镀工具中磨料为随机分布,磨粒的出露高度不大,容屑空间较小,在磨削加工时容易产生磨屑的粘附堵塞,降低工具的加工性能和使用寿命。
为此,近十几年来国内外许多学者开始研究采用钎焊工艺来制作单层超硬磨料工具,其出发点是由金刚石和立方氮化硼(CBN)制作的超硬磨料工具被广泛应用于各类金属材料的磨削加工,石材、陶瓷、光学玻璃等硬脆材料的加工,以及公路养护、地质采矿、油气钻探等众多工程领域,市场需求量很大。希望借助高温钎焊时在磨料、钎料和基体界面上发生的熔解、浸润、扩散、化合等相互作用(即通常所说的化学冶金作用),从根本上改善基体和钎料合金对磨料的把持强度。图1所示为钎焊金刚石单颗磨粒与结合剂界面的微观形貌。可以看出,钎料对金刚石磨粒表现出很好的浸润性,结合紧密,无间隙和沟槽存在。金刚石磨粒晶粒完整,表面无裂纹,出露高度大。


免责声明:以上信息由企业自行提供,内容真实性、准确性和合法性由发布企业负责,标准件网不承担任何保证责任。
风险防范建议:为保障您的利益,建议优先选择标准件网认证会员。