供货
规格:CNMN1207
所属类型:刀具
目前,在电力、煤炭、粉末冶金、建材等行业,轧辊加工行业已被广泛应用,由于在压制过程中对材料的耐磨型有很高的要求,为提高轧辊的耐磨性能,延长使用寿命,轧辊多采用高镍铬铸铁、高铬铸铁、高速钢等高硬度黑色金属材料。高铬铸铁就是经常被采用的理想材料,该材料属于合金铸铁耐磨性和硬度极好,然而在刀具高速切削时,要求需要很高的切削率,对应的切削温度也很高,再加上刀具本身的塑性变形,容易导致刀具的变型和断裂现象。
在渣浆泵加工制造中,一直面临着加工问题:硬质合金刀片只能承受较低的切削速度,无法加工硬度在HRC59以上的铸铁工件,陶瓷刀片在切削过程中承受的速度可以达到11m/min左右,但是在遇到铸铁常规现象沙眼或者气孔、夹渣时会出现断裂现象,造成整体使用寿命缩短,加工成本明显上升,然而新型的聚晶立方氮化硼(PCBN)刀具却是个 的选择,在加工上述这些工件和问题能够充分发挥自身所带的优势。
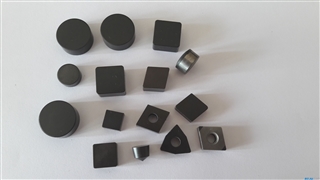
随着PCBN刀片的技术逐渐成熟和市场推广性利用CBN刀具已经成为轧辊加工中必备刀具,与陶瓷刀具相比,CBN刀片具有更高的硬度和耐磨性能、抗冲击和抗弯红硬度。CBN刀片材料主要合成类型包括聚晶片和复合刀片,大量的事实证明CBN聚晶立方氮化硼为材料的CBN刀片是实现淬火刚铸铁的理想刀具,郑州六方超硬材料有限公司牌还LFBN-300刀片在加工轧辊行业有凸出效果,一直被市场所认可,国外的品质国内的价格,公司永无止境坚持创新,为超硬刀具行业更进一步。
轧辊常用氮化硼刀具型号:SNMN150716
SNMN201020
RNMN160800
RNMN200800
RNMN201000
RNMN251200
轧辊加工参数参考:
高镍铬冷硬铸铁,硬度:HSD68
加工位置: 荒车外圆
刀片 :‘LFBN-300 SNMN201020 S05020
ap:===9mm
f====0.5mm/r
Vc===25m/min
高速钢铸件,硬度 HSD88
加工位置: 孔型
刀片:LFBN-300 RNMN150700 S03020
ap===6mm
f====0.2mm/r
vc===15m/min
经营模式:贸易型
所在地区:河南 郑州


免责声明:以上信息由企业自行提供,内容真实性、准确性和合法性由发布企业负责,标准件网不承担任何保证责任。
风险防范建议:为保障您的利益,建议优先选择标准件网认证会员。